-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
สินค้า
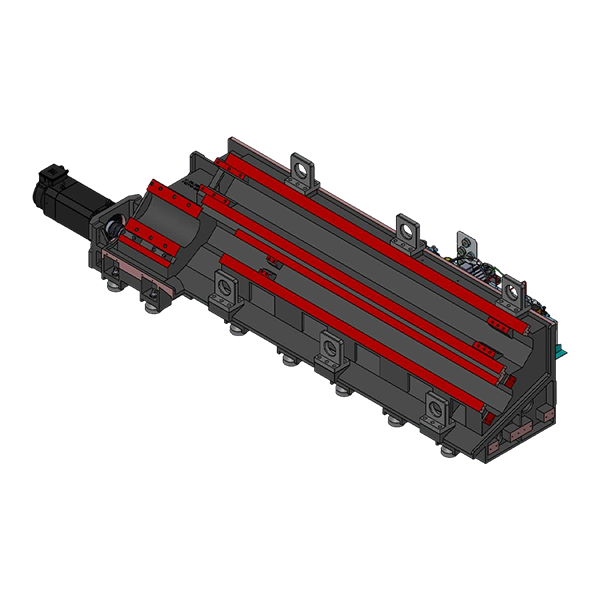
ซีรีส์ CKX - เครื่องกลึงและกัดแกนคู่แบบปรับแต่งได้





- คำอธิบาย
- พารามิเตอร์ทางเทคนิค
- ติดต่อเรา
พารามิเตอร์ทางเทคนิค
 | บทนำฐาน |
| หัวแกนหมุน / ค่าแรงบิด | 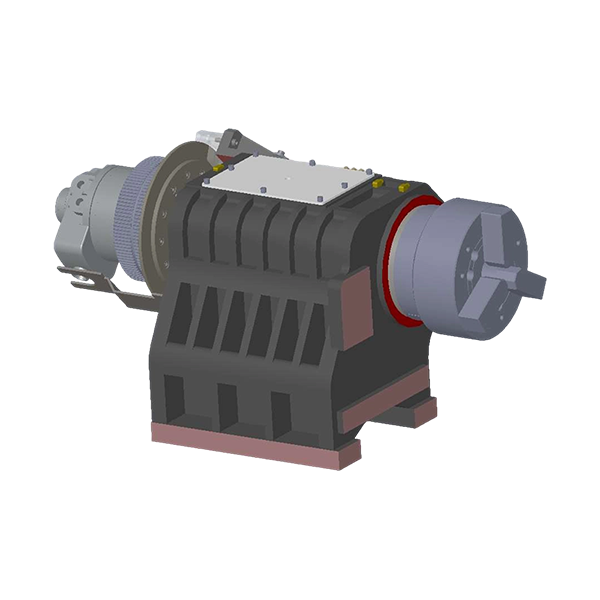 |
 | เศร้า เดิ้ล ·แกน Y ใช้รูปแบบไกด์เวย์ชุบแข็งสองชั้น ซึ่งเพิ่มระยะที่มีประสิทธิภาพและให้ความแข็งแกร่งที่เหมาะสมที่สุดสำหรับแรงป้อนการตัด |
| การชดเชยสำหรับแกน Y ·แกน X ใช้โครงแบบรางแข็งคู่ ซึ่งเพิ่มระยะที่มีประสิทธิภาพและให้ความแข็งแกร่งที่เหมาะสมที่สุดสำหรับแรงป้อนการตัด |  |
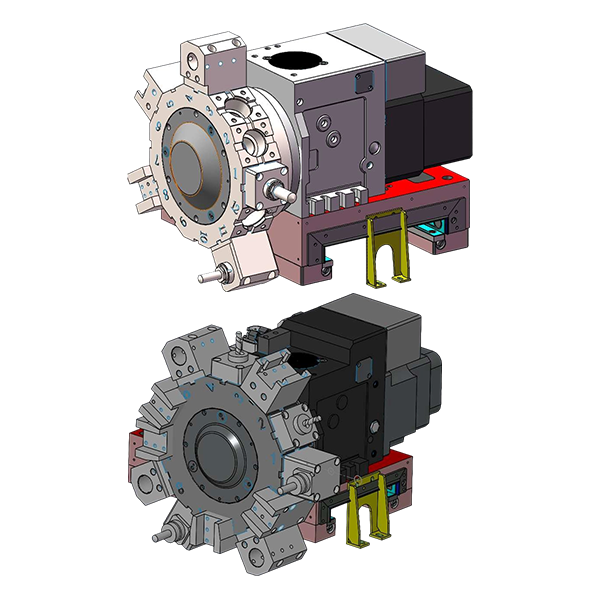 | พลัง ป้อมปืน ซีเคเอ็กซ์750 |
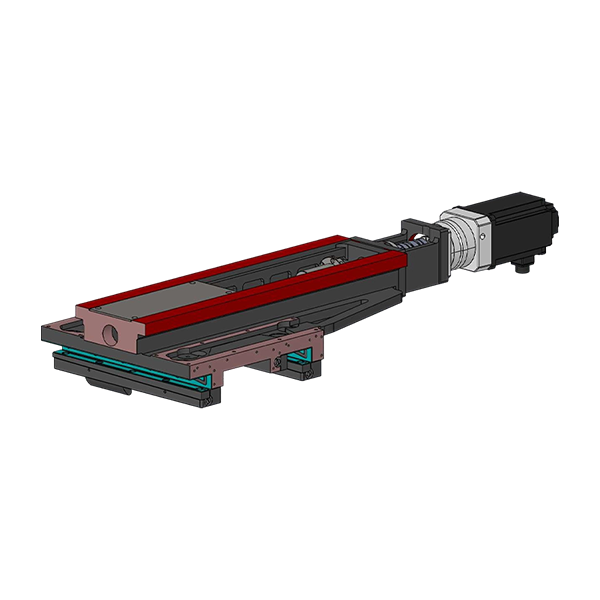
| หางปลา แกน W ใช้เค้าโครงรางนำแบบแข็งสองชั้น ซึ่งเพิ่มระยะที่มีประสิทธิภาพและให้ความแข็งแกร่งในการป้อนที่เหมาะสมที่สุด |  |
 | แกนหมุนไฟฟ้า ซีเคเอ็กซ์750 |
| ศูนย์ พักผ่อน |  |


เกี่ยวกับเรา
ทุ่มเทให้กับเทคโนโลยีการกลึง-กัดที่สมบูรณ์แบบโดยเฉพาะ
ก่อตั้งขึ้นในปี 2558 ดำเนินธุรกิจในฐานะองค์กรการผลิตและการค้าแบบครบวงจร โดยจัดการทุกอย่างตั้งแต่การวิจัยและพัฒนา การผลิต ไปจนถึงการขายและการบริการ พร้อมด้วยสิ่งอำนวยความสะดวกด้านการตัดเฉือนขั้นสูง เช่น เครื่องแมชชีนนิ่งเซ็นเตอร์ CNC เครื่องเจียรพื้นผิว และเครื่องบดไกด์เวย์ เรารักษาการควบคุมคุณภาพอย่างเข้มงวดตลอดกระบวนการผลิตทั้งหมด ตั้งแต่การหล่อและการประกอบไปจนถึงการขายเครื่องจักรสำเร็จรูปและการสนับสนุนหลังการขาย เครื่องมือกลของเราได้รับการยอมรับอย่างกว้างขวางในด้านการออกแบบเชิงนวัตกรรม ประสิทธิภาพที่เชื่อถือได้ ความแม่นยำสูง ความคุ้มทุนที่ยอดเยี่ยม และบริการที่ครอบคลุม
-
0
 ก่อตั้งใน
ก่อตั้งใน
-
0+
 พื้นที่อาคาร
พื้นที่อาคาร
-
0+
 พนักงาน
พนักงาน
-
0+
 ประเทศผู้ส่งออก
ประเทศผู้ส่งออก

ใบรับรองกิตติมศักดิ์
ใบรับรอง





ให้ความสนใจกับข่าวสารและนิทรรศการล่าสุดของเรา
 ดูข่าวทั้งหมด
ดูข่าวทั้งหมด
ข่าวสารและข้อมูลเชิงลึก
-
 ข่าวอุตสาหกรรม
ข่าวอุตสาหกรรม -
ข่าวอุตสาหกรรม
-
ข่าวอุตสาหกรรม
-
ข่าวอุตสาหกรรม
ความรู้อุตสาหกรรม
เมื่อ Turn-Mill Composite เอาชนะ “Lathe Mill” ได้จริง
ก เครื่องมือกลคอมโพสิตกลึงกลึงที่มีประสิทธิภาพ แสดงให้เห็นข้อได้เปรียบเมื่อชิ้นส่วนต้องการการแปลง Datum หลายครั้ง (การกลึง การกัด การเจาะ การต๊าป คุณลักษณะที่ไม่อยู่ตรงกลาง รูที่ทำมุม) และห่วงโซ่พิกัดความเผื่อที่แน่น หากคุณย้ายชิ้นส่วนระหว่างเครื่องจักร การยึดใหม่ทุกครั้งจะเพิ่มข้อผิดพลาด บวกกับ "ต้นทุนที่ซ่อนอยู่" ของเวลาในการติดตั้งและการตรวจสอบระหว่างดำเนินการ
- ชิ้นส่วนที่มีคุณสมบัติปริซึมโคแอกเซียล: หนึ่งหนีบ รักษาความเข้มข้นและตำแหน่งที่แท้จริงได้ดีขึ้น
- สำหรับการผลิตขนาดกลางที่มีการเปลี่ยนบ่อยครั้ง: ฟิกซ์เจอร์น้อยลงและออฟเซ็ตน้อยลงจะช่วยลดเวลาในการไม่ตัด
- ชิ้นส่วนที่มีมูลค่าสูง: ความเสี่ยงต่อเศษซากจะลดลงเมื่อมีการรวมและตรวจสอบกระบวนการในระบบควบคุมเดียว
ในสายงานของเรา เราให้ความสำคัญกับการวิจัยและพัฒนาและการปรับปรุงกระบวนการโดยมุ่งเน้นไปที่สิ่งหนึ่ง นั่นคือเทคโนโลยีคอมโพสิตเทิร์นมิลล์ ดังนั้นความเร็วในการทำซ้ำจึงยังคงอยู่ในระดับสูง และแพลตฟอร์มจะกลายเป็น เป็นผู้ใหญ่มากขึ้นโดยมีอัตราความล้มเหลวต่ำกว่า เมื่อเวลาผ่านไป
กลยุทธ์ Datum: วิธีปกป้องศูนย์กลางและตำแหน่งที่แท้จริง
สำหรับคอมโพสิตงานกลึง ความแม่นยำสูงสุดของคุณมักจะมาจากการวางแผนข้อมูล แทนที่จะไล่ตามข้อกำหนดเฉพาะระดับไมครอน เป้าหมายคือเพื่อให้พื้นผิวการทำงานอ้างอิงถึงข้อมูลที่มีความเสถียรซึ่งกำหนดไว้ในการปฏิบัติงานทั้งหมด
กฎการปฏิบัติที่ช่วยลดการสะสมของความอดทน
- หมุนเส้นผ่านศูนย์กลางระบุตำแหน่งหลักและหันหน้าออกก่อน จากนั้นจึงกัดคุณสมบัติที่อ้างอิงพื้นผิวเหล่านั้น
- ใช้การตรวจวัดเพื่อ "ปิดวง" หลังจากการกัดหยาบ ก่อนที่จะจบรูปแบบวิกฤติ
- กvoid re-clamping unless necessary; if required, re-establish datum using in-spindle probe and dedicated locating features.
- รักษาเส้นทางเครื่องมือให้สอดคล้องกับ GD&T ของคุณ: ตกแต่งพื้นผิวที่ขับเคลื่อนความทนทานให้สุดท้ายเพื่อลดผลกระทบจากการเสียรูป
ก common buyer mistake is “spec shopping” while ignoring datum discipline. In real production, ความต่อเนื่องของข้อมูลการตั้งค่าเดียว มักจะเป็นคันโยกที่ใหญ่กว่า
แกน B กับการกัดคงที่: สิ่งที่คุณได้รับ สิ่งที่คุณต้องควบคุม
กdding a B-axis (or equivalent multi-axis milling capability) expands the feature envelope—angled faces, compound holes, freeform milling—without secondary setups. The tradeoff is that calibration and process discipline matter more.
| ความสามารถ | การใช้งานที่เหมาะสมที่สุด | จุดควบคุมที่สำคัญ |
|---|---|---|
| การกัดมุมคงที่ | ช่อง แฟลต วงกลมโบลต์ | เสถียรภาพออฟเซ็ตของแกนหมุนต่อการทำงาน |
| การกัดแกน B / หลายแกน | กngled holes, impellers, complex faces | การสอบเทียบแกนหมุน การตรวจสอบโพรบ |
หากชิ้นส่วนของคุณส่วนใหญ่เป็นงานกัด 2.5D ในสต็อก คุณอาจไม่จำเป็นต้องมีแกนหลายแกนเต็มรูปแบบ แต่ถ้าคุณทำเช่นนั้น ตรวจสอบให้แน่ใจว่าผู้สร้างมีวิธีการสอบเทียบที่ได้รับการพิสูจน์แล้วและสนับสนุนขั้นตอนการตรวจสอบ ซึ่งเป็นจุดที่ผู้ผลิตที่มุ่งเน้นด้าน R&D สามารถทำให้ประสบการณ์การเป็นเจ้าของราบรื่นยิ่งขึ้น
การควบคุมเศษ: ตัวกำหนดระยะเวลาทำงานที่ซ่อนอยู่ในการตัดเฉือนคอมโพสิต
การตัดคอมโพสิตแบบเทิร์นมิลล์ทำให้เกิดเศษหลายประเภท ได้แก่ เศษกลึงยาว เศษกัดหัก และเศษเจาะที่เป็นเส้น การคายเศษไม่ใช่เรื่องสวยงาม แต่จะส่งผลต่อผิวสำเร็จ อายุการใช้งานเครื่องมือ การแจ้งเตือนโหลดสปินเดิล และแม้แต่การสึกหรอของแกนหากเศษหมุนเวียน
สิ่งที่ต้องออกแบบเข้าสู่กระบวนการ
- ใช้รูปทรงร่องหักเศษในการกลึง อย่า "บังคับ" เศษให้หักโดยการป้อนมากเกินไปหากจะทำให้เศษเสียหาย
- การดำเนินการตามลำดับจนการกลึงหนักไม่ฝังคุณสมบัติการกัดที่ละเอียดอ่อนไว้ใต้เศษ
- น้ำหล่อเย็นแรงดันสูงมีประโยชน์มากที่สุดสำหรับการเจาะลึก การกลึงตัด และวัสดุที่มีความเหนียว
- ระวังการอัดเศษรอบๆ สปินเดิลรอง/บริเวณจับรอง เป็นสาเหตุที่ทำให้ระบบหยุดทำงานโดยไม่คาดคิดบ่อยครั้ง
เมื่อประเมินเครื่องจักร ให้สอบถามเกี่ยวกับการออกแบบการคายเศษและความสามารถในการซ่อมบำรุง ในร้านค้าจริง ความเสถียรของเศษมักจะเท่ากับความเสถียรในการผลิต .
พฤติกรรมความร้อน: ทำไม “อรุณสวัสดิ์ บ่ายแย่” จึงเกิดขึ้น
เครื่องจักรคอมโพสิตรวมแหล่งความร้อนไว้ในตู้เดียว: สปินเดิลหลัก สปินเดิลการกัด เซอร์โว บอลสกรู และมักจะเป็นสปินเดิลที่สอง เมื่ออุณหภูมิเปลี่ยนแปลง จุดศูนย์กลางของเครื่องมือและการเติบโตของสปินเดิลก็เพิ่มขึ้นเช่นกัน โดยเฉพาะอย่างยิ่งจะสังเกตเห็นได้ชัดเจนในชิ้นส่วนที่ยาวหรือรูลึก
กลยุทธ์ในร้านค้าเพื่อรักษาความแม่นยำ
- อุ่นเครื่องโดยใช้ความเร็วของสปินเดิลและการเคลื่อนที่ของแกนที่เป็นตัวแทน ไม่ใช่แค่การทำงานที่ไม่ได้ใช้งานเท่านั้น
- ตกแต่งเส้นผ่านศูนย์กลาง/รูวิกฤตที่สำคัญหลังจากที่เครื่องจักรมีสถานะความร้อนคงที่
- ใช้การตรวจวัดเพื่อชดเชย: วัดคุณลักษณะอ้างอิงและแก้ไขออฟเซ็ตก่อนผ่านขั้นสุดท้าย
- หากคุณยอมรับได้น้อย ให้ปรับอุณหภูมิน้ำหล่อเย็นให้เป็นมาตรฐานและปิดประตูตู้ไว้ระหว่างการตกแต่ง
ประเด็นที่เป็นประโยชน์: การทำซ้ำมาจากความสม่ำเสมอของความร้อน การตรวจสอบเรขาคณิตมากกว่าหนึ่งครั้ง
การจัดการเครื่องมือ: วิธีป้องกันการชนและลดเวลาในการไม่ตัดเฉือน
เนื่องจากระบบเครื่องมือกลึงและกัดใช้กรอบการทำงานเดียวกัน การจัดการเครื่องมือจึงเป็นทั้งตัวเพิ่มประสิทธิภาพการผลิตและข้อกำหนดด้านความปลอดภัย การชนกันมักมาจากการเปลี่ยนแปลงความยาวของเครื่องมือที่ถูกมองข้าม การตั้งค่าออฟเซ็ตการทำงานไม่ดี หรือรูปแบบพิกัดที่ผสมกันระหว่างรอบการกลึงและการกัด
การควบคุมกระบวนการที่คุ้มค่ากับการสร้างมาตรฐาน
- รักษาก เครื่องมือกลคอมโพสิตกลึงกลึงที่มีประสิทธิภาพ ห้องสมุดที่มีความยาวเกจที่ตรวจสอบแล้วและขีดจำกัดการยื่นออกมา ล็อคการแก้ไขหลังการอนุญาต
- ใช้การวัดค่าล่วงหน้าของเครื่องมือในเครื่องจักรหากเป็นไปได้เพื่อตรวจจับการเบี่ยงเบนของออฟเซ็ตตั้งแต่เนิ่นๆ
- สร้างมาตรฐานระนาบที่ปลอดภัยสำหรับการกลึงและการกัด หลีกเลี่ยง "เครื่องบินปลอดภัยแบบกำหนดเอง" ต่อโปรแกรมเมอร์
- แนะนำโปรโตคอลการทำงานแบบแห้งสำหรับโปรแกรมใหม่: การป้อนที่ลดลง บล็อกเดี่ยว และโฟกัสตรวจสอบการชนกันใกล้กับหัวจับ/ขากรรไกร
นี่คือเหตุผลว่าทำไมเราจึงเก็บอะไหล่และการสนับสนุนทางเทคนิคไว้สำหรับเครื่องจักรประเภทเดียวโดยเฉพาะ: ตอบสนองอย่างรวดเร็ว มีความหมายมากที่สุดเมื่อคุณพยายามปกป้องสถานะการออนไลน์
ตัวเลือกการจับยึดชิ้นงานที่สร้างหรือทำลายการตัดเฉือนคอมโพสิต
ในงานประกอบเครื่องกลึงกลึง หัวจับและปากจับทำหน้าที่มากกว่าการยึดจับ โดยจะกำหนดจุดอ้างอิง ส่งผลต่อความกลม และกำหนดว่าการดำเนินการถ่ายโอนมีความเสถียรหรือไม่ การหนีบมากเกินไปอาจทำให้ชิ้นส่วนที่มีผนังบางเสียรูปได้ การหนีบใต้ทำให้เกิดการลื่นขนาดเล็กซึ่งทำลายพื้นผิวและความแม่นยำของตำแหน่ง
สถานการณ์ทั่วไปและแนวปฏิบัติที่ดีที่สุด
- ท่อ/แหวนแบบบาง: ใช้ปากจับแบบอ่อนที่คว้านด้วยแรงจับยึดแบบเดียวกับที่ใช้ในการผลิต เสร็จสิ้นรหัสที่สำคัญหลังจากความเครียดมีเสถียรภาพ
- เพลายาว: ใช้ส่วนท้าย/ส่วนรองรับหรือสารละลายที่มั่นคง จัดลำดับความสำคัญของการควบคุมการสั่นสะเทือนก่อนเพิ่มความเร็ว
- ถ่ายโอนไปยังสปินเดิลรอง: เพิ่มคุณสมบัติการระบุตำแหน่ง (ไพล็อต/ไหล่) เพื่อให้ด้ามจับที่สองอ้างอิงถึงพื้นผิวที่ทราบ
- การกัดด้วยแรงบิดสูงบนวัสดุกลึง: ตรวจสอบรอยหยักของขากรรไกรและรูปแบบหน้าสัมผัส การติดต่อที่ไม่ดีเป็นแหล่งพูดคุยอย่างเงียบ ๆ
หากคุณต้องการการประเมินอย่างรวดเร็ว: ปรับปรุงพื้นที่ทำงานก่อน จากนั้นจึงปรับแต่งพารามิเตอร์ ซึ่งการเปลี่ยนแปลงพื้นที่ทำงานสามารถเกิดขึ้นได้ การปรับปรุงผลผลิตทันที .
เชี่ยวชาญด้าน
การวิจัยและพัฒนา การผลิต และการบริการการขายภายในเครื่องมือกล
อุตสาหกรรม เครื่องกลึงและกัด CNC แบบกำหนดเอง และ โรงงานศูนย์กลึงและกัดคอมโพสิต CNC.
พนักงานและผู้เชี่ยวชาญที่มีประสบการณ์พร้อมให้ความช่วยเหลือคุณเสมอ
คำแนะนำอย่างมืออาชีพและแนวทางแก้ไขปัญหาทางเทคนิค
สินค้า
ทำไมต้องเป็นเรา
ห้องข่าว
ลิงค์ด่วน
ลิขสิทธิ์ © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

